Дослідження потенціалу FDM-друку: від ідеї до фізичної реалізації
Wednesday 21 June, 2023
3D Way
 Переглядів: 1181
Переглядів: 1181
FDM – це найпоширеніша технологія, яка використовується в більшості галузей промисловості та має найбільшу кількість 3D-принтерів у світі.Що таке FDM-друк?
FDM-друк – це процес, коли об'єкти виготовляються шляхом накладання шарів матеріалу один на інший. Для цього процесу потрібні термопластичні нитки. Нитка подається в екструдер, який, своєю чергою, поміщає її туди, куди вона повинна потрапити в кожному шарі, щоб відтворити модель.
Розуміння процесу FDM
Механізм роботи FDM-друку простий. Він працює шляхом послідовного нашарування розплавленої нитки, що подається через екструдер прямо на робочу платформу, поки вона не сформує деталь для друку. Але спочатку потрібно вставити файл дизайну для друку, щоб машина FDM могла перетворити його у фізичні розміри.
Після того, як конструкція готова, потрібно вставити котушку з ниткою в принтер. Після того, як сопло досягне відповідної температури, принтер подає нитку через екструзійну головку і сопло.
Ця екструзійна головка з'єднана з тривісним пристроєм. Так вона рухається по осях X, Y і Z. Принтер виштовхує крихітні пасма розплавленої нитки та укладає їх шар за шаром вздовж шляху, заданого дизайном.
Переваги FDM-друку
- Можна використовувати складні форми та заглиблення.
- Економічно ефективний, що допомагає знизити виробничі витрати.
- Скорочує час виробництва, тому продукція швидше потрапляє на ринок.
- Термопласти, що використовуються в FDM, стабільні як механічно, так і екологічно.
Пояснення технології FDM
Компоненти FDM-принтера
FDM-принтери складаються з кількох ключових компонентів, які працюють разом, щоб забезпечити процес друку. Розгляньмо, з чого складається FDM-принтер.
Екструдер – це місце, де проходить нитка. Він має холодний кінець для подачі ниток і гарячий кінець для їх розплавлення. Потім розплавлена нитка подається двигуном до невеликого сопла, яке шарами наносить її на друковану основу, створюючи 3D-моделі.
Робоча платформа – це пласка поверхня, на яку сопло наносить філамент для створення 3D-друку. Зазвичай це нагріта поверхня, яка підтримує певну температуру між шарами протягом усього процесу друку для кращого зчеплення шарів і основи. Підігріті шари також знижують ризик деформації та можуть зміщуватися від осі X до осі Y, щоб адаптуватися до розмірів об'єкта.
FDM використовує філаменти промислового класу, такі як ABS і PETG. Залежно від вашого FDM-принтера, діаметр нитки може становити від 1,75 мм до 3 мм.
Система керування FDM-принтера контролює процес друку. Вона має мікроконтролер, який перекладає команди зі слайсера, контролює температуру друкарської пластини та екструдера, а також регулює рух двигунів, відстежуючи при цьому інші задані параметри.
Матеріали
Не всі види ниток сумісні з FDM-принтерами. Нижче наведено список поширених промислових філаментів, найбільш сумісних з FDM-принтерами.
PLA – одна з найпоширеніших ниток для FDM завдяки низькому відсотку деформації, простоті друку, глянцевому покриттю та мінімальному виділенню запаху в процесі друку. Виробники використовують цукрову тростину та кукурудзяний крохмаль як сировину для PLA. Ця нитка має широкий спектр яскравих кольорів для друку моделей і прототипів.
ABS – це промисловий пластик, відомий своєю довговічністю, високою теплостійкістю та ударостійкістю. Для друку ABS необхідно використовувати нагрівальний стіл, щоб зменшити деформацію, і методи постобробки, щоб зробити відбитки блискучими. Цей матеріал є популярним вибором для друку функціональних компонентів, електричних корпусів і автомобільних деталей.
PETG поєднує в собі переваги PLA й ABS, що робить його міцним та довговічним. PETG має високу хімічну та ударостійкість, тому з нього виготовляють медичне обладнання, моделі дисплеїв, харчові контейнери, пляшки та багато іншого.
ASA – це модифікована форма ABS з багатьма схожими властивостями, але з кращою стійкістю до ультрафіолету, ударів та погодних умов. Він має кращу хімічну та термостійкість, а також високу механічну міцність, тому добре підходить для друку функціональних та автомобільних деталей, зовнішніх застосувань, вивісок тощо.

Процес FDM-друку
У цьому розділі ми крок за кроком пояснимо процес FDM-друку для створення високоякісних 3D-виробів.
Підготовка 3D-моделі
Перш за все, вам потрібна 3D-модель, і саме тут більшість людей припускаються помилок, що призводять до неякісного 3D-друку. Щоб врятувати ваш друк, пам'ятайте про дві речі, про які ми розповімо нижче.
Дизайнерські міркування
Під час проєктування моделі люди часто припускаються типових помилок, таких як використання непотрібних опорних конструкцій без орієнтації, що, своєю чергою, призводить до втрат часу та філаменту. Якщо товщина стінок не точна, виріб стає крихким. Тому перед друком пам'ятайте про наступне.
- Зменшуйте звиси за допомогою поступових кутів;
- надайте рухомим частинам відповідні щілини та допуски;
- контролюйте тепловіддачу;
- покращте адгезію шарів;
- використовуйте методи постобробки;
- не друкуйте те, що виходить за межі можливостей принтера.
Використання САПР для створення моделей
Використовуйте САПР для створення та модифікації дизайну. Ознайомтеся з інструментами та інтерфейсом програми. Правильно масштабуйте модель, щоб забезпечити правильний розмір друку та уникнути спотворень. Вивчіть інструменти 2D-креслення, щоб намалювати базову форму виробу, а потім перетворити її на 3D-модель. Використовуйте програмне забезпечення для деталізації. Додайте функції до дизайну та змініть його розміри. Перейдіть до інструменту аналізу, перевірте наявність помилок і внесіть корективи. Виберіть правильний формат файлу для збереження моделі та перенесіть її на принтер. Визначте параметри для друку, щоб отримати G-коди, і завантажте їх у принтер, щоб почати друк.
Слайсер
Тепер, коли у вас є модель, настав час послайсити її за допомогою Slicer Software. Це програмне забезпечення оцінює необхідну кількість філамента і розраховує шлях для виготовлення виробу.
Огляд програмного забезпечення для слайсів
Слайсер, як випливає з назви, тонко нарізає (0,1-0,3 міліметра) 3D-модель шарами. Програмне забезпечення генерує G-коди або довгий список інструкцій, що визначають маршрут для екструдера. Відповідно до інструкцій, екструдер шарами наплавляє філамент для створення виробу. Слайсер також оцінює необхідну щільність заповнення, температуру та швидкість друку.
Налаштування параметрів слайсера
Щоб внести деякі корективи, просто відкрийте програмне забезпечення і відредагуйте встановлені параметри. Під час цього подумайте про бажану якість друку, особливості моделі та властивості філамента. Експериментуйте, поки не знайдете правильні налаштування.
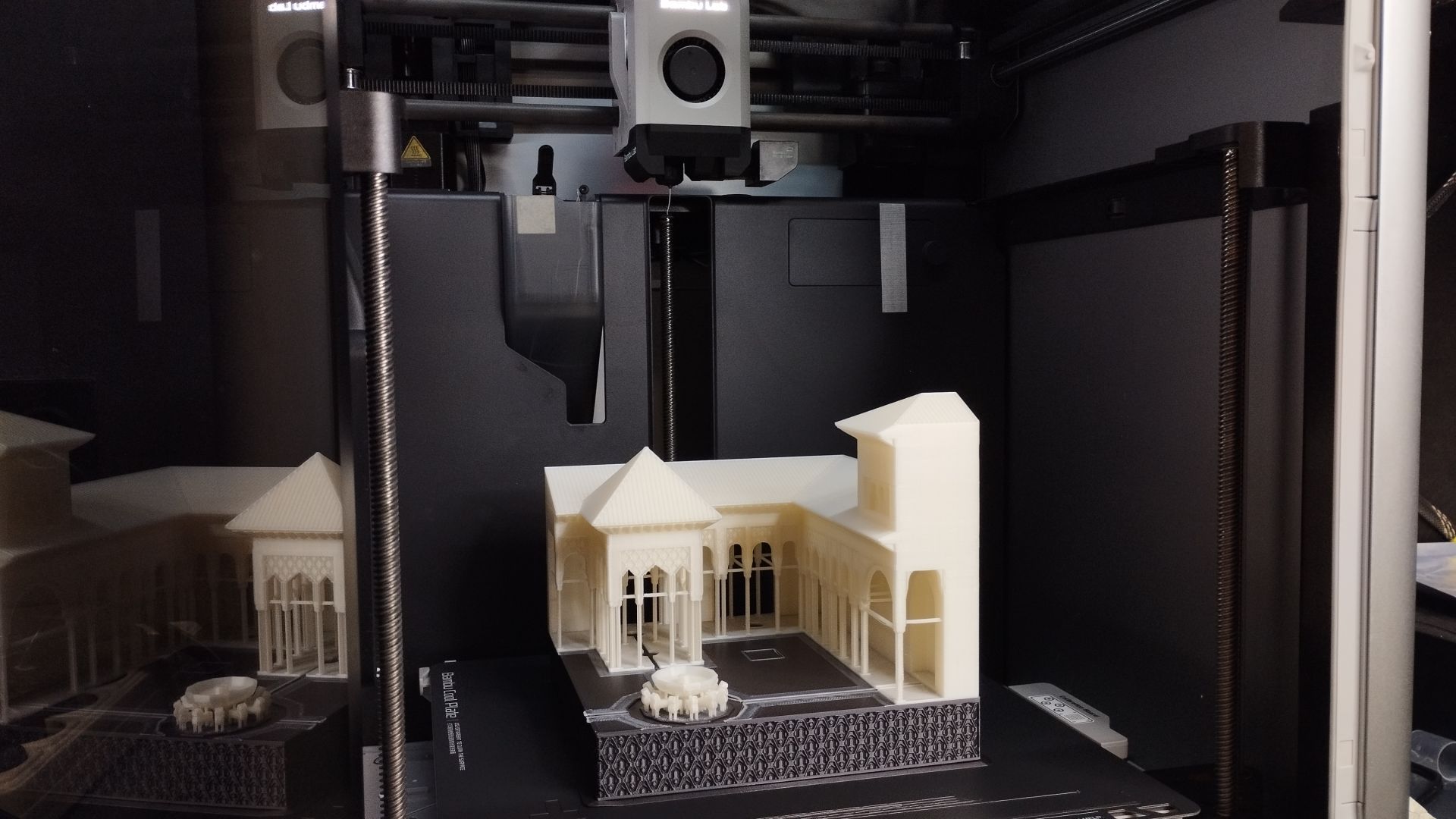
Завантаження філамента та калібрування принтера
Прочитайте інструкцію до принтера. Розігрійте принтер і обріжте кінці нитки, перш ніж подавати її через холодний кінець. У цьому місці нитка розплавляється і, досягнувши екструдера, потрапляє до сопла.
Налаштування рівня столу та калібрування сопла
Використовуйте інструмент для вирівнювання або аркуш паперу, щоб відрегулювати ручки робочої плити та перемістити її ближче або далі від сопла. Повторіть цей процес для всіх точок пластини, щоб переконатися, що сопло вирівняне правильно. Для калібрування сопла перевірте щілини сопла з різних боків робочої платформи.
Переваги FDM-друку
FDM має безліч застосувань – від створення прототипів до наукових досліджень. Нижче ми розглянемо деякі з цих застосувань.
Створення прототипів
FDM забезпечує швидкий час виконання замовлення, що дозволяє проводити швидкі ітерації та швидко створювати прототипи конструкцій. Це прискорює цикл розробки продукту і скорочує час виходу на ринок.
Виробництво
Технологія FDM усуває виробничі проблеми традиційного виробництва і сприяє швидшому створенню прототипів і використанню складної геометрії при проєктуванні моделей.
Освіта та дослідження
За допомогою FDM технології дослідники та студенти можуть уявляти та створювати фізичні моделі, оцінювати дизайнерські концепції та вносити відповідні корективи. Це чудовий метод навчання, оскільки студенти можуть творчо підходити до своїх проєктів.
Економічна ефективність і доступність
Доступність FDM-принтерів
Ці принтери поділяються на різні категорії. Ви можете придбати принтер початкового рівня за кілька тисяч гривень, а якщо вам потрібні просунуті моделі з найкращими функціями, вони можуть коштувати близько 70 тисяч або більше.
Доступність філамента
ASA, TPU, PLA і PETG – одні з найкращих варіантів ниток для FDM-принтерів, і найкраще те, що вони доступні. Просто використовуйте якісну нитку, яка доповнює вашу дизайнерську модель, щоб отримати першокласні вироби.
Обмеження та труднощі
Хоч FDM-технологія 3D-друку має багато переваг, ми не можемо ігнорувати деякі її обмеження. За допомогою порад і підказок ці обмеження можна подолати. Нижче наведено найпоширеніші проблеми, з якими люди стикаються під час друку.
Лінії шарів і шорсткість поверхні
Шорстка поверхня та видимі лінії шарів – це перші проблеми, пов'язані з цим типом друку. Це погіршує естетичний вигляд.
Мінімізація ліній між шарами
Щоб усунути цю проблему, використовуйте маленьке сопло, відрегулюйте швидкість і температуру друку та зменште висоту шару. Модернізуйте систему охолодження, щоб зменшити нагрівання та покращити адгезію шарів.
Методи постобробки
Для покращення якості поверхні використовуйте методи постобробки, такі як шліфування, щоб згладити шорсткості. Щоб забезпечити загальну гладкість виробу, відшліфуйте його наждачним папером. Для отримання гладкої поверхні чудово підійде ацетон або подібні засоби.
Точність розмірів
Важливо забезпечити точність розмірів, щоб отримати функціональні прототипи, які відповідають вашим стандартам. Але є кілька факторів, які можуть призвести до погіршення якості друку.
Фактори, що впливають на точність розмірів
Невідповідний діаметр нитки, погана система охолодження, деформація, неправильна температура екструдера і усадка можуть вплинути на точність розмірів друку. Висота шару, швидкість друку та погана адгезія також можуть спричинити цю проблему.
Калібрування та налаштування
Калібрування та точне налаштування принтера може допомогти у вирішенні цієї проблеми. Вирівняйте друкарську основу для покращення адгезії шарів і відрегулюйте висоту шарів. Відрегулюйте налаштування екструдера, щоб уникнути помилок у розмірах. Перевірте точність швидкості потоку та відкалібруйте швидкість і температуру друку.
Звиси та підтримки
Непідтримувані виступи можуть призвести до збоїв під час друку. Надмірна кількість підтримок під час друку складної моделі може збільшити час друку. Вони також можуть залишати сліди, що роблять поверхню шорсткою.
Усунення викривлень
Використання тимчасових опорних конструкцій мінімізує цю проблему. Для зменшення викривлень під час друку такі підтримки може створити слайсер, або ж ви можете додати їх самостійно. Після завершення друку їх можна прибрати.
Усунення несправностей і поради для успішного FDM-друку
Поширені проблеми та шляхи їх вирішення
Викривлення та проблеми з адгезією до основи
Ці дві проблеми здебільшого виникають, коли нитка не може прилипнути, якщо поверхня не нагріта належним чином або адгезія шарів погана. Рішення полягає у використанні підігрітого столу. Адгезійні засоби допомагають у розв'язанні цієї проблеми. Перевірте температуру і швидкість друку, а також завжди очищайте робочу поверхню перед друком.
Застрягання нитки та проблеми з екструзією
Якщо температура екструдера неправильна або нитка забивається в соплі, виникає така проблема. Неправильне вставлення нитки також може призвести до застрягання нитки. Щоб цього не сталося, завжди очищайте сопло або за потреби замініть його, використовуйте якісну нитку і вставляйте її правильно. Відкалібруйте швидкість друку та знайдіть правильну температуру.
Поради щодо оптимізації
Швидкість друку та висота шару
Такі проблеми, як викривлення та «павуки», виникають через неправильно вибрану висоту шару або недостатню швидкість друку. Занадто швидкий друк складних моделей може призвести до втрати деталізованості моделі, тому для кращої деталізації слід зменшити швидкість. Спробуйте провести кілька експериментальних тестів, щоб знайти точну швидкість.
Товсті шари можуть друкуватися швидше, але це може призвести до втрати дрібних деталей. І навпаки, тонкі шари чудово підходять для дрібних деталей, але вимагають забагато часу. Знайдіть відповідну висоту шару відповідно до ваших потреб друку.
Температурні налаштування та охолодження
Різні філаменти мають різну температуру плавлення. Тому деякі з них найкраще друкують на високій швидкості і навпаки. Прочитайте інструкцію до філаменту, щоб знайти потрібну температуру. Нагріта робоча платформа сприяє кращому зчепленню шарів. Тому попередньо розігрійте робочу платформу до потрібної температури, яка підходить для вашого матеріалу.
Належне охолодження шарів має вирішальне значення для уникнення неприємностей. Використовуйте вентилятори для запобігання перегріву, щоб нитки тверднули швидше.
Поділитися: